氨酯弹性体生产工艺流程 一、 聚氨酯弹性体的概述 谓弹性体是指玻璃化温度低于室温,扯断伸长率>50%,外力撤出后复原性比较好的高分子材料,而玻璃化温度高于室温的高分子材料称为塑料。在弹性体中,...
氨酯弹性体生产工艺流程
一、 聚氨酯弹性体的概述
谓弹性体是指玻璃化温度低于室温,扯断伸长率>50%,外力撤出后复原性比较好的高分子材料,而玻璃化温度高于室温的高分子材料称为塑料。在弹性体中,其扯断伸长率较大(>200%)、100%定伸应力较小(如<30Mpa)、弹性较好的可称为橡胶。所以弹性体是比橡胶更为广泛的一类高分子材料。
聚氨酯性体,又称聚氨酯橡胶是弹性体中比较特殊的一大类,其原材料品种繁多,配方各种各样,可调范围很大。聚氨酯弹性体硬度范围很宽,低至绍尔A10以下的低模量橡胶,高至绍尔D85的高抗冲击橡胶弹性材料。所以聚氨酯弹性体的性能范围很宽,是介于从橡胶到塑料的一类高分子材料。
二、聚氨酯弹性体主要原材料
聚氨酯弹性体用的原料主要是三大类,即低聚物多元醇、多异氰酸酯和扩链剂(交联剂)。除此之外,有时为了提高反应速度,改善加工性能及制品性能,还需加入某些配合剂。下面只对生产的聚氨酯鞍座所用原材料进行具体描述。
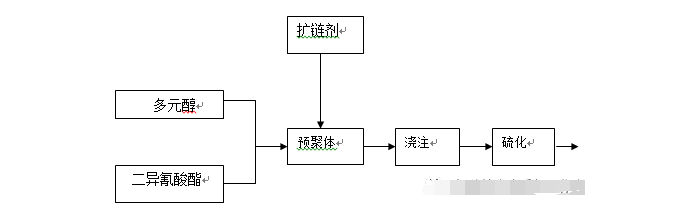
反应过程:多元醇与二异氰酸酯反应,制成低分子量的预聚体;经扩链反应,生成高分子量聚合物;然后添加适当的交联剂,生成聚氨酯弹性体。其工艺流程如下:
2.1 低聚物多元醇
聚氨酯用的低聚物多元醇平均官能度较低,通常为2或2~3.相对分子质量为400~6000,但常用的为1000~2000.主要品类有聚酯多元醇、聚醚多元醇、聚ε-己内酯二醇、聚丁二烯多元醇、聚碳酸酯多元醇和聚合物多元醇等。它们在合成聚氨酯树脂中起着非常重要的作用。一般可通过改变多元醇化合物的种类、分子量、官能度与分子结构等调节聚氨酯的物理化学性能。
2.1.1聚酯多元醇
聚酯多元醇简称聚酯,是聚氨酯弹性体重要的原料之一。它是由二元羧酸和多元醇缩聚而成,常用的二元羧酸是己二酸,常用的多元醇有乙二醇、丙二醇、丁二醇、二乙二醇。此外,一些特殊聚酯还用戊二醇、乙二醇、三羟甲基丙烷、甘油等多元醇。由于可用的多元醇品种多,所以聚酯的分子结构多种多样,品种牌号也较多。为了得到端羟基聚酯,必须用过量的多元醇与二元羧酸反应。 一般采用间歇法生产聚酯。其反应过程分为酯化反应和酯交换反应两个阶段。生产装置大同小异,一般工艺流程,主要设备包括缩合釜、分馏冷凝器、冷凝器、计量罐、真空系统、加热冷却系统和控制系统。整个系统的气密性要求十分严格。缩合釜搅拌轴可采用端面机械密封。加料顺序先加多元醇和配合剂,后加已二酸,然后充氮。酯化反应从加热升温开始到220~250℃后约1h基本完成。此阶段主要是常压脱水过程,生成低分子聚酯和缩合水。当升温到135℃左右时酯化反应激烈,生成大量缩合水。由于缩合水的蒸发会发生大量气泡上升,用1,4-丁二醇和1,6-乙二醇为原料时气泡尤为激烈。此时应及时调节加热功率,控制冷凝器出水速度,防止大量水蒸气将大量分子多元醇带出分馏冷凝器。激烈反应过后,维持适宜的出水速度,逐渐将反应温度升到220~250℃.当酸值降至30mgKOH/g左右或出水量约等于理论水量时,由于混合物中的羟酸很少,酯化难以继续进行,出水基本停止,酯化反应阶段基本结束。
本次聚氨酯鞍座中所选用的低聚物多元醇为聚酯多元醇,牌号为ODX-218,分子量2000。
2.2 多异氰酸酯
多异氰酸酯品种也不少,但产量大的只有两种,即二基甲烷二异氰酸酯(MDI)及其聚合物多基多亚甲基多异氰酸酯(PAPI)和二异氰酸酯(TDI)。多异氰酸酯我们采用德国拜耳的TDI-100。
TDI是以为基本原料,用硝酸和的混合物进行硝化生成二硝基,然后溶于甲醇中,在雷尼催化剂和15~20Mpa的氢气压下进行加氢还原成二胺(TDA),在经光气化制得的。
硝化的阶段生成邻位、对位、间位三种硝基异构体混合物,且其含量分别为55%~60%、35%~40%和2%~5%。异构体的含量几乎不受反应条件的影响。将上述单硝基混合物进行不硝化生成2,4-二硝基和2,6二硝基,其比例为80/20,再经还原和光化制得80/20TDI(T-80)。如单硝基混合物现经结晶分离出纯的邻位和对位单硝基,再分别进行第二次硝化和还原,光化,可制得65/35TDI(T-65)和纯2,4-TDI(T-100)。生产过程见下图:
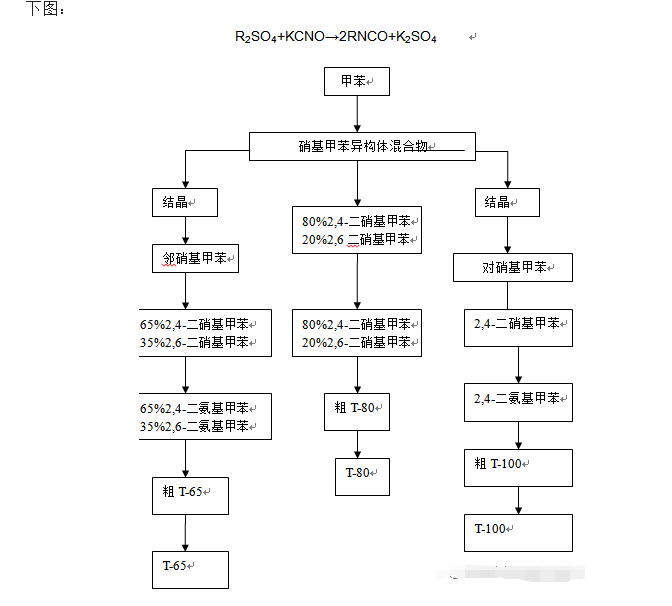
化学反应方程式:
异氰酸酯的反应是有有机酸酯与氰酸钾而得:
R2SO4+KCNO→2RNCO+K2SO4
TDI产品中T-80占绝大部分,主要用于软质泡沫塑料,约占软质泡沫塑料产量的31.5%,其次是聚氨酯涂料、胶粘剂和弹性体,T-100产量主要是用于生产聚氨酯预聚体及聚氨酯弹性体。T-65基本上不生产了被T-80代替。
2.3扩链剂与交联剂
扩链剂与交联剂是具有不同化学作用的助剂,在聚氨酯弹性体的合成中,扩链剂参与化学反应,是聚合物分子增长、延伸;交联剂参加化学反应,不仅使聚合物分子增长、延伸,同时还能在聚合物链中产生支化,产生一定的网状结构,进行交联反应,一般扩链剂多为二元醇或二元胺类化合物。二元以上醇类和胺类化合物则具有扩链和交联的双重功能。
聚氨酯弹性体制备中所需的扩链剂和交联剂都有一定的要求,特别要求含水量低于0.1%,若达不到该指标都要进行处理。
一般使用的二元胺类扩链剂都是芳香族的,常用的是3,3’-二氯-4,4’-二基甲烷二胺(商品名为MOCA)。
MOCA是聚氨酯弹性体的扩链剂和交联剂,特别是对于浇注型聚氨酯弹性体一般都用它,在MOCA的结构中氨基邻位环上的氯原子取代基,使氨基电子云密度增加,降低了氨基与异氰酸酯的反应速率,从而延长了釜中寿命,这对于浇注聚氨酯弹性体制品是极其重要的。
我们加工浇注制品时,通常将MOCA的用量控制在理论用量的90%上下,其目的就是要使加工的制品具有相当的交联密度,以改善制品的压缩永久变形和耐溶胀等性能。
本次聚氨酯弹性体所选用的MOCA是苏州湘原Ⅱ型MOCA.
2.4 其他助剂
助剂是橡胶工业的重要原料,用量虽小,作用却甚大,聚氨酯弹性体从合成到加工应用都离不开助剂。聚氨酯弹性体助剂种类很多,可根据制品的不同要求适量加入。下面简单描述聚氨酯鞍座所用到的主要助剂。
2.4.1脱模剂
它是生产聚氨酯弹性体制品时离不开的操作助剂。聚氨酯是强极性高分子材料,它与金属和极性高分子材料的粘结力很强,不用脱模剂,制品很难从模具中脱出。
常用的脱模剂共有四种:
类是硅橡胶、硅酯,用、二氯甲烷、三氯甲烷、汽油等溶剂溶配成溶液,涂擦或喷涂在模具中。硅油也可做脱模剂,不过在热压硫化时不够理想。
第二类是水做溶剂的新产品。
第三类是常压下用的脱模剂,像液体石蜡、真空泵油、凡士林等。
第四类脱模机就是内脱模剂。
2.4.2着色剂
聚氨酯弹性体制品五颜六色,美观大方的外观靠的是着色剂。着色剂有两种,有机染料和无机颜料,有机染料大部分用于热塑性聚氨酯制品中,装饰美化注射件和挤出件。弹性体制品的着色一般有两种方式:一种是将颜料等助剂和低聚物多元醇研磨成色浆母液,然后将适量的色浆母液与低聚物多元醇搅拌混合均匀,再经加热真空脱水后与异氰酸酯组分反应生产制品,如热塑性聚氨酯色粒料和彩色铺装材;另一种方法是将颜料等助剂和低聚物多元醇或增塑剂等研磨成色浆或色膏,经加热真空脱水,封装备用。使用时,将少许色浆加入预聚物中,搅拌均匀后再与扩链交联剂反应浇注成制品。此法主要用于MOCA硫化体系,色浆中颜料含量约占10% -30%,制品中色浆的添加量一般在0.1%以下。
三、聚氨酯弹性体主要生产设备
浇注型弹性体制品具有承载能力大,抗撕裂强度高,耐磨、耐油和硬度可调节范围广的特点。根据不用的原材料和工艺条件,设计制造适于聚氨酯弹性体的生产设备。
3.1反应釜
3.1.1 用途 用于聚酯(聚醚)多元醇脱水和预聚体聚合、脱泡,是聚氨酯橡胶生成的重要设备之一。反应釜型号规格为2.5T,数量2台。
3.1.2 操作方法 反应釜结构一般采用不锈钢内胆,附加热夹套及外包聚氨酯硬泡绝热层的三层结构反应釜,附有搅拌、电加热油循环及控温系统,真空缓冲罐及真空泵系统。反应釜上有进料、出料、观察、测温及真空、安全放空及抽真空等工艺管孔,其容积由要求的产量而定。常用容积有80L、120L、200L等。
3.2弹性体浇注机
3.2.1用途可用于TDI、MDI等预聚体的胺交联或醇交联体系的CPU制品生产,与人工浇注相比,浇注机浇注质量稳定,生成效率高。弹性体浇注机型号为CPU20F(两组份系列),数量5台
3.2.2操作方法 预聚体和扩链剂的混合方式可分为手工和机械两种。在批量较小时,多采用手工、间歇式混合,所用容器根据预聚体数量选择,混合时必须根据预聚体、扩链剂的品种,活性基团含量及温度,考虑反应放热的激烈程度、釜中寿命以及制品所需要的数量等因素,酌情确定预聚体的加入量。这是因为预聚体和扩链剂反应为放热反应,在它们混合时会放出大量的热,加速反应时系统黏度急剧上升,原料数量越多,反应让热越激烈,黏度上升越快,物料上升越困难。因此,在使用手工混合数量较大的预聚体和扩链剂时,常会出现混合胶料倒不出来的现象,有时虽然勉强倒入模腔,但因物料局部过热,也会对制品性能及其均一性造成一定影响。
因为上述原因,对大量的教主聚氨酯生产均采用机械连续混合方式,进行预聚体和扩链剂的连续混合、连续浇注操作。典型的机械混合设备即浇注机。
3.3真空泵
3.1 用途 用于对所制得的聚氨酯预聚体真空脱气泡。真空泵型号为X-15,数量3台。
3.2 操作方法 预聚体进行升温加热后,对其抽真空脱气泡,只有充分混合后尽量将预聚体中的气泡抽出,制得的产品才能够达到预期的物理和化学性能,制得的产品才能够合格。
3.4预熟化加热设备
4.1 用途:用于模型预热和聚氨酯的定型、硫化等程序。
4.2 操作方法 该设备一般有为卧式烘箱和硫化平板,可视模具的大小而定制品所需成型压力,其中,卧式烘箱操作简单,现主要介绍硫化平板的使用方法。首先,根据工艺条件,调节液压系统的工作压力和热板的加热温度,将模具清理后置于热板上 进行预热。检查所需半成品胶料。从热板上取下模具,打开上模将胶料注入模具型腔,将上模板放到模具上并置于热板上。注意模具应放置在热板中央位置。启动油泵电机,升起热板进行合模,并保压硫化。
3.5试验机 能满足用户多需要的工艺条件(粘度、压力、温度、混合比及吐出量等)。主要有拉力检测仪、耐磨检测仪、耐老化检测仪等。
四、模具的加工
4.1.模具
模具的加工是制作聚氨酯弹性体另一较重要的部分。制得产品尺寸是否合格完全由模具来体现,所以模具的加工也不能小视。
模具是由钢材、铝制作的,为了延长模具的寿命,好使用渗碳钢。也可用固体聚氨酯、硅橡胶、聚酯或环氧树脂、玻璃纤维增强塑料等来制作模具。
用钢材、铝和渗碳钢加工模具,建议在两块平行的模板之间开设若干0.1mm的气眼,以利于气泡及时排出。
4.2.收缩率
所有类型的聚氨酯弹性体脱模后均会产生某些收缩现象,其标准收缩率范围是0.9%~2.0%,所以在制作模具时应对此加以考虑。特别是对那些精密机械的弹性体,设计模具时应准确地计算出制品的收缩余量。
4.3.钢制模具的清理和清洗
一般清理模具上的黏着物时,用铜制小边铲轻轻去除黏结物。需要清洗的模具,先用水洗,再用汽油或丙酮等有机溶剂擦洗,干燥后涂覆脱模剂放置备用。
4.4.聚氨酯弹性体的后硫化
聚氨酯弹性体的后硫化也叫陈化。不管是TPUR,还是MPUR和CPUR的试片,不能硫化后就去测试,一定要进行后硫化,一般试片的户硫化条件为60~80℃下16~24h或室温下防止7~10天后再进行测试。后硫化后测试的性能是稳定的。同样,PUR的各种制品也是应该经过后硫化后才能使用的。
五、聚氨酯弹性体生产工艺流程
聚氨酯弹性体的制造一般采用两种工艺路线:预聚法和一步法。浇注型弹性体多采用二步法(预聚体法),少部分采用一步法(如低模量产物)。
浇注型聚氨酯弹性体(简称CPU)——是聚氨酯弹性体中应用广、产量大的一种; 进行浇注和灌注成型,可灌至各种复杂模具的制品。
5.1一步法预聚体的合成
聚氨酯浇注胶(CPUR)一步法合成是将聚合物二元醇、二异氰酸酯和扩链剂放在一起,经充分混合后浇入磨具中加热固化,待尺寸稳定后进行后硫化,后硫化温度条件为100℃下3-24h,详见如下图:
一步法合成CPUR一般物性不佳,只有在聚合物多元醇类的羟值>2时,或多异氰酸酯的-NCO数>2时,用一步法合成合适,如软泡塑料和硬泡塑料等,采用一步法。聚合物多元醇及多异氰酸酯的羟基数都等于2的原料,好采用预聚合物合成CPUR。
5.2二步法预聚体的合成
制作较大的聚氨酯制品时,单纯用多异氰酸酯和聚合物多元醇一步法反应,要放出大量的热,使制品内部受热老化,同时分解放出低分子物,使制品内部形成泡沫,制品变成废品。所以特大件浇注型聚氨酯制品不能用一步法进行生产。由预聚体预聚法合成聚氨酯浇注胶制品,生产过程中操作平稳,没有过热现象。所以本产品采用二步法(预聚法)合成。
将聚合物二元醇和二异氰酸酯制成预聚体放在一起充分混合,经真空脱泡后注入模具注入模具固化,而后硫化得产品,详见如下图:
注:用户可根据自己的操作条件和经验,适当增减其中的程序,
以保证提高生产效率或提高产品的精度。
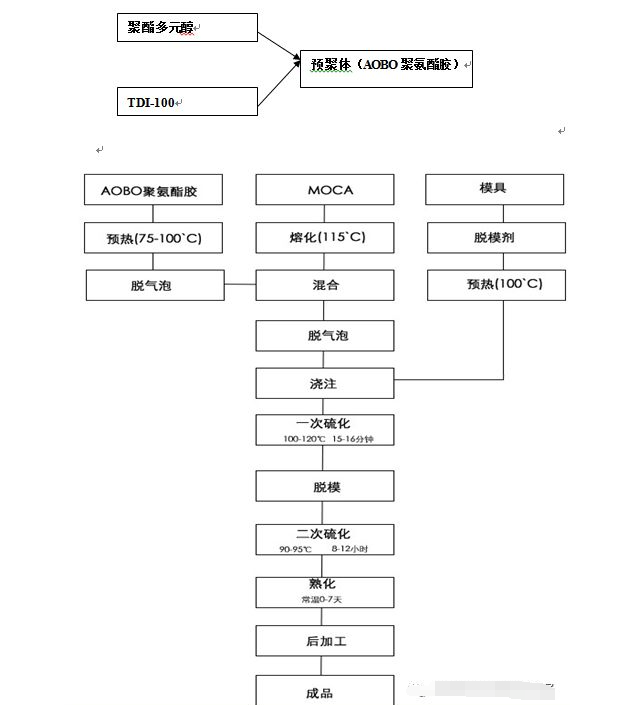
首先将聚酯在130℃下减压脱水,将脱水的聚酯原料(60℃时)加入到盛有配合量TDI-100反应容器内,在充分搅拌的情况下合成预聚体。合成反应是放热的,应注意控制反应温度在75℃-82℃范围内,反应2h即可。然后将合成的预聚体置于75℃真空干燥箱内,并且抽真空脱气2h后备用。
然后将预聚体加热到100℃,并抽真空(真空度-0.095mpa)脱气泡,称取交联剂MOCA,用电炉加热115℃熔化,模具涂上适宜的脱模剂预热(100℃),脱气后的预聚体和熔化后的MOCA混合,混合温度100℃,并搅拌均匀,将搅拌均匀后的混合物再次抽真空脱气泡,将搅拌均匀脱完气泡的混合物,快速浇注到已经预热的模具中,得混合物不流动或不粘手(凝胶状)时,合上模具,置于硫化机中进行模压硫化(硫化条件:硫化温度120-130℃,硫化时间,对于大而厚的弹性体,硫化时间在60min以上,对于小而薄的弹性体,硫化时间在20min),后硫化处理,将模压硫化后的制品放在90-95℃(特殊情况下可在100℃)烘箱内继续硫化10h,然后在室温放置7-10天完成熟化,后制的成品。
根据以上加工过程,可推算出一副聚氨酯弹性体模具,每天产能多可达到8个/天。
六、聚氨酯弹性体加工过程中操作要点
6.1温度控制
合成预聚体时,温度控制在75-82℃之间,高了会使合成的预聚物性能下降,低了会延长聚合时间。与MOCA混合时的预聚体温度控制在90-110℃之间,高了会降低产品硬度和强度,低了会增大聚合物的黏度,不利于浇注操作。硫化时间控制在130℃,高了会使MOCA分解,不利于交联反应,同时会增加其他副反应;低了会延长模压成型时间。MOCA的熔化温度,控制在刚融化为液体即可,不能继续加热,否则液体MOCA的颜色变深、分解,影响制品性能。
6.2时间控制
合成反应2h,间歇式抽真空2h即可。然后密封后置于常温下保存,预聚体合成在75℃下不能超过4h,更不能在高温100℃下超过2h,否则会降低产品的性能。浇注要在1-2min内完成,因为预聚体和MOCA混合后稳定期很短,一般只有4-5min,否则混合物凝固就无法进行浇注。模压硫化时间针对产品的形状和大小而定,一般在15-30min之间,要保证制品模压成型。遇到大件产品,时间要更长,需要2-3h。
6.3预聚体的脱气
脱气的好坏是浇注聚氨酯弹性体制造成败的关键。一般需要控制2个环节,预聚体合成后在静置时,75℃真空脱气,将预聚体中大部分气体除去;预聚体与MOCA混合之前,需要加热到100-110℃,高温脱气;同时抽真空(-0.095mpa)脱气10min,而后取出搅拌一下将底部气泡翻到上边,再抽真空脱气10min,将预聚体中的气体排出干净才能与硫化剂混合浇注产品。

